







СИПАТТАМА
| Өнім атауы | Тізе буыны/Босаған фланец |
| Өлшемі | 1/2"-24" |
| Қысым | 150#-2500#,PN0.6-PN400,5K-40K |
| Стандартты | ANSI B16.5,EN1092-1, JIS B2220 т.б. |
| Тірек ұшы | MSS SP 43, ASME B16.9 |
| Материал | Тот баспайтын болат:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo және т.б. |
| Көміртекті болат:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 және т.б. | |
| Дуплексті тот баспайтын болат:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462,1.4410,1.4501 және т.б. | |
| Құбыр құбыры болаты:A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 және т.б. | |
| Никель қорытпасы:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 және т.б. | |
| Cr-Mo қорытпасы:A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3,15Crmo және т.б. | |
| Қолданба | Мұнай-химия өнеркәсібі; авиация және аэроғарыш өнеркәсібі; фармацевтика өнеркәсібі; газ шығару; электр станциясы; кеме жасау; суды тазарту және т.б. |
| Артықшылықтары | дайын қор, жылдам жеткізу уақыты; барлық өлшемдерде қолжетімді, тапсырыс бойынша жасалған; жоғары сапа |
ӨЛШЕМ СТАНДАРТТАРЫ
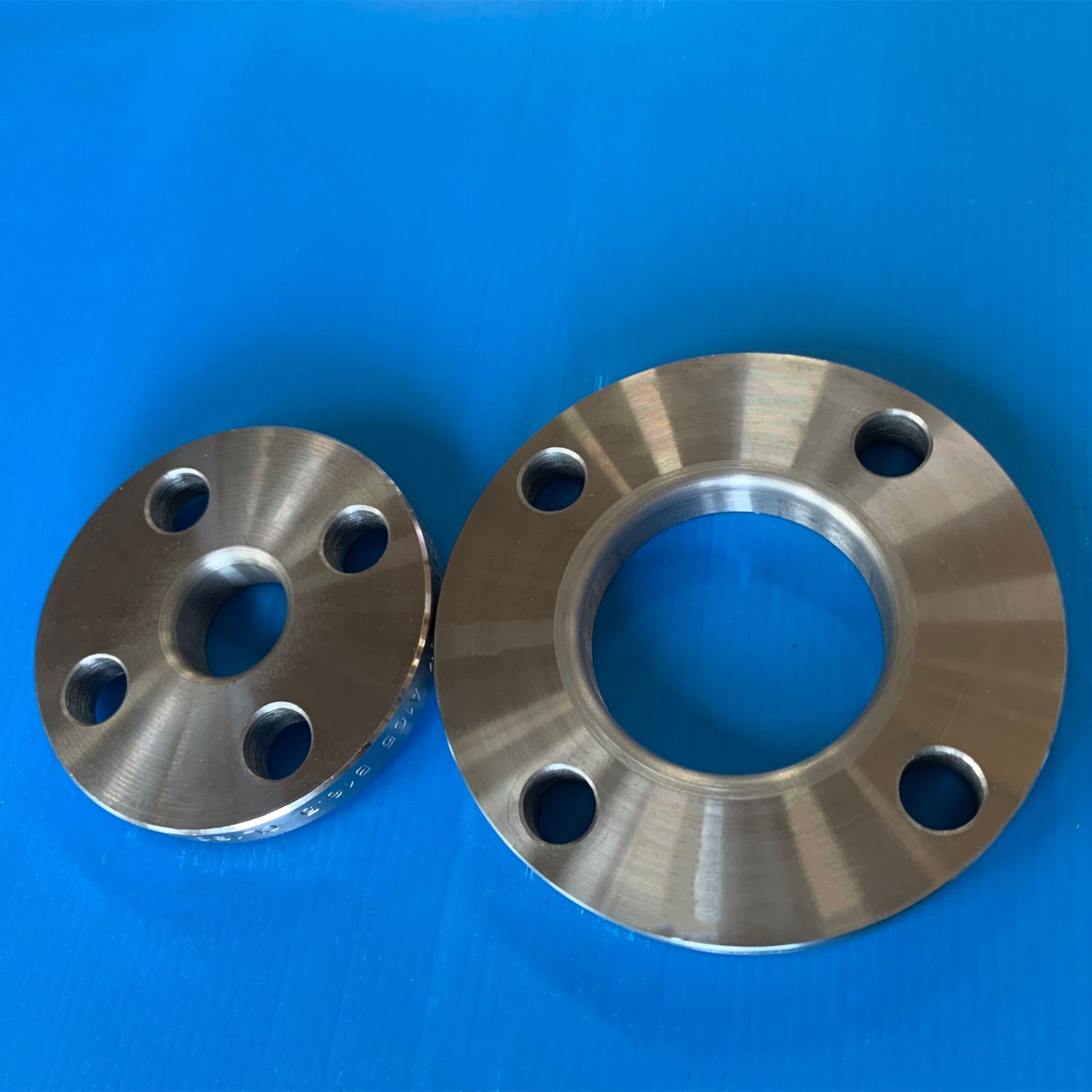
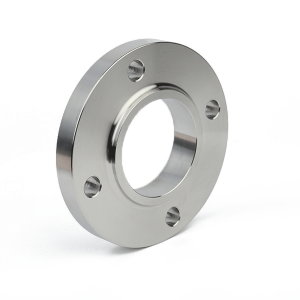
ТІЗБЕКТІК БІРІКТІ ФЛАНЦЕЙ
Тізбектей жалғанатын фланец фланецті қосылыстың екі жағына екі құбыр компонентін, түйін ұшын және бос артқы фланецті қажет етеді. Бос артқы фланец құбырға түйіспен дәнекерленген түйін ұшының сыртқы диаметріне сәйкес келеді. Артқы фланец құбырға дәнекерленбеген және оны айналдыруға болады, бұл әсіресе орнату кезінде фланецтерді бағыттау қажет болған кезде пайдалы.
Сонымен қатар, артқы фланец технологиялық сұйықтықпен жанаспайтындықтан, ол коррозияға төзімділігі аз материалдан жасалуы мүмкін. Мысалы, егер процесс коррозиялық болса және құбырдың ASTM A312 TP316L сияқты тот баспайтын болаттан жасалуын талап етсе, онда шпильканың ұшы да SS 316L-ден жасалуы керек; дегенмен, артқы фланец арзанырақ ASTM A105-тен жасалуы мүмкін.
Бұл біріктіру әдісі дәнекерлеу мойын фланеці сияқты берік емес, бірақ бұрандалы, розеткалы және сырғанақ қосылыстарға қарағанда жақсырақ; дегенмен, оны орындау қымбатырақ, себебі ол толық енетін түйіскен дәнекерлеуді қажет етеді және екі компонентті қажет етеді.

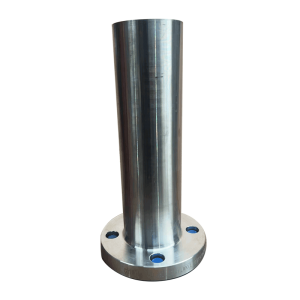
ҚОЙМА ҰШЫ
Тірек фланеці ретінде әрқашан тізбектік қосылыс фланецімен бірге тірек ұшы қолданылады.
Бұл фланецті қосылыстар төмен қысымды және маңызды емес қолданбаларда қолданылады және фланецтеудің арзан әдісі болып табылады.
Мысалы, тот баспайтын болаттан жасалған құбыр жүйесінде көміртекті болат фланецті қолдануға болады, себебі олар құбырдағы өніммен жанаспайды.
Түйреуіш ұштары барлық дерлік құбыр диаметрлерінде қолжетімді. Өлшемдері мен өлшемдік төзімділіктері ASME B.16.9 стандартында анықталған. Жеңіл коррозияға төзімді түйреуіш ұштары (фитингтер) MSS SP43 стандартында анықталған.

ТІРКЕЛІ БІРІКТІ ФЛАНЦЕЙДІҢ АРТЫҚШЫЛЫҚТАРЫ
- Құбырдың айналасында айналу еркіндігі қарама-қарсы фланецті болт тесіктерін қатарға қосуды жеңілдетеді.
- Құбырдағы сұйықтықпен жанаспау көбінесе коррозияға төзімді құбырлары бар арзан көміртекті болат фланецтерді пайдалануға мүмкіндік береді.
- Тез тозатын немесе коррозияға ұшырайтын жүйелерде фланецтерді қайта пайдалану үшін сақтауға болады.

ӨНІМДЕРДІҢ ТОЛЫҚ КӨРСЕТІЛІМІ
1. Бет
жалпақ бет, радиус ең маңыздысы
2. Хабпен немесе хабсыз
3. Беттің әрлеуі
Фланецтің беткі қабатының әрлеуі арифметикалық орташа кедір-бұдырлық биіктігі (AARH) ретінде өлшенеді. Әрлеуі қолданылатын стандарт бойынша анықталады. Мысалы, ANSI B16.5 беткі әрлеуді 125AARH-500AARH (3.2Ra-дан 12.5Ra-ға дейін) диапазонында көрсетеді. Сұраныс бойынша басқа әрлеу түрлері қолжетімді, мысалы, макс. 1.6 Ra, 1.6/3.2 Ra, 3.2/6.3Ra немесе 6.3/12.5Ra. 3.2/6.3Ra диапазоны ең көп таралған.
БЕЛГІЛЕУ ЖӘНЕ ҚАПТАУ
• Әрбір қабат бетін қорғау үшін пластикалық пленканы пайдаланады
• Барлық тот баспайтын болаттар фанер корпусымен қапталады. Үлкен өлшемді көміртекті фланецтер фанер паллетімен қапталады. Немесе тапсырыс бойынша қаптауға болады.
• Жеткізу белгісі сұраныс бойынша жасай алады
• Өнімдердегі белгілерді оюға немесе басып шығаруға болады. OEM қабылданады.
ТЕКСЕРУ
• UT сынағы
• Физикалық тест
• MT сынағы
• Өлшем сынағы
Жеткізу алдында біздің QC тобы NDT сынағын және өлшем тексеруін ұйымдастырады. Сондай-ақ TPI (үшінші тарап тексеруі) қабылданады.
ӨНДІРУ ПРОЦЕСІ
| 1. Түпнұсқа шикізатты таңдаңыз | 2. Шикізатты кесіңіз | 3. Алдын ала қыздыру |
| 4. Соғу | 5. Жылумен өңдеу | 6. Дөрекі өңдеу |
| 7. Бұрғылау | 8. Ұсақ өңдеу | 9. Белгілеу |
| 10. Тексеру | 11. Қаптау | 12. Жеткізу |
Құбыр фитингтері құбыр жүйесіндегі маңызды компоненттер болып табылады, олар сұйықтық ағынын қосу, қайта бағыттау, бұру, өлшемін өзгерту, тығыздау немесе басқару үшін қолданылады. Олар құрылыс, өнеркәсіп, энергетика және коммуналдық қызметтер сияқты салаларда кеңінен қолданылады.
Негізгі функциялар:Ол құбырларды қосу, ағын бағытын өзгерту, ағындарды бөлу және біріктіру, құбыр диаметрлерін реттеу, құбырларды тығыздау, басқару және реттеу сияқты функцияларды орындай алады.
Қолдану аясы:
- Ғимараттарды сумен жабдықтау және дренаж:Су құбырлары желілері үшін ПВХ шынтақтары мен PPR трисалары қолданылады.
- Өнеркәсіптік құбырлар:Химиялық ортаны тасымалдау үшін тот баспайтын болаттан жасалған фланецтер және легирленген болаттан жасалған шынтақтар қолданылады.
- Энергия тасымалдау:Мұнай және газ құбырларында жоғары қысымды болат құбыр арматуралары қолданылады.
- HVAC (жылыту, желдету және ауа баптау):Мыс құбыр арматуралары салқындатқыш құбырларды қосу үшін, ал икемді қосылыстар дірілді азайту үшін қолданылады.
- Ауыл шаруашылығын суару:Жылдам қосқыштар суару жүйелерін жинауды және бөлшектеуді жеңілдетеді.
-

ASME B 16.5 CS SA 105N LWNFF 20 дюймдік 600LB LWN F...
-

Стандартты емес түтік парағының фланецті бояуына арналған тапсырыс...
-
Ұзын дәнекерлеу мойын фланецінің стандартты қысымы LWN үшін...
-

Теңшелген LWN фланецті стандартты көміртекті болат станок ...
-

Розетка дәнекерлеу фланеці A105 көміртекті болат SW RTJ 3/4...
-
ANSI DIN соғылған Class150 тот баспайтын болаттан жасалған сырғанақ ...




